A hegesztőgép bekapcsolása előtt elengedhetetlen teendők során kell végigmennünk ahhoz, hogy az elkíszített hegesztési varrat tartós és megbízható legyen. Mindenkinek ismerős lehet, amikor az anyag nem ömlik meg rendesen, a varrat nem egyenletes és tiszta, vagy nagyon pattog, fröcsköl a hegesztés, vagy épp begyulladni sem akar az ív. Mindegyik jelenségnek meg van a maga oka, melyek könnyedén kiküszöbölhetőek a szükséges ismeretek birtokában.
Elmondható, hogy a hegesztésünk minősége, a varrat esztétikai külleme, tartóssága és egyenletessége nagyrészt a hegesztés megfelelő előkészítésén múlik.
Nem elég, ha megtanultuk ügyesen kezelni a hegesztőpisztolyt és jól beállítani a hegesztő inverter paramétereit, ezekkel még párosulnia kell a fent említett tudásnak. Ez a tudás valójában egy elixír a tökéletes hegesztés kivitelezéséhez.
A munkadarabok megfelelő előkészítése, illetve annak folyamata 5 fő műveletre bontható:
- egyengetés (pl. lemezek idomszelvények esetében)
- felülettisztítás
- darabolás, méretre vágás
- hegesztendő élek kialakítása (élelőkészítés, leélezés)
- befogás, illesztés
Munkadarab egyengetése hegesztés előtt
Az egyengetés történhet például kézi élhajlító, vagy gép élhajlító segítségével a munkadarab méretétől függően. A hajlítási művelet történhet hidegen, vagy melegen hajlítással. A melegen történő hajlítást lángegyengetésnek nevezzük, amely esetében a munkadarabot a hajlítani kívánt területen annak képlékeny megalakítási hőmérsékletére hevítjük fel, melynek következtében (a korlátozott hőtágulás miatt) maradó alakváltozás lép fel. Ennek hőmérsékleta acélok és nehézfémek esetén 550 – 700 C° (sütét vörös), könnyűfémeknél 350 – 400 C°. Lángegyengetésre sokszor hegesztés után is szükség van, főként pl. vékony lemezek, vagy csőcsonkok esetében.
A munkadarab tisztítása hegesztés előtt
A felületeknek szárazaknak, zsírtalanoknak, valamint páralecsapódástól és minden olyan anyagtól menteseknek kell lenniük, melyek a varrat kötés minőségét károsan befolyásolják. A hegesztendő varrat helyének 20-20 mm-es környezetét meg kell tisztítani mindenfajta szennyeződéstől (revétől, rozsdától, festéktől, olajoktól, zsíroktól, stb.), ezt nevezzük a tisztítás előkészületi folyamatának. Kivételes esetekben, kisebb méretű munkadaraboknál a vegyi tisztítás (pl. bemeírtés, majd passziválás és öblítés) is alkalmazható, azonban ez környezetszennyező megoldás, így mindig törekedni kell a mechanikai tisztítási művelet elvégzésére. Kisméretű munkadarabok esetén pl. drótkefe, drótkorong, vagy csiszolókorong használatával kiváló felületi tisztaság érhető el, nagyobb méretű munkadarab esetén azonban már előnyösebb és hatásosabb a szemcseszórás eljárás alkalmazása. Ekkor a felületre nagy sebességgel szemcséket (korundot, sörétet, drótvagdalékot, stb.), melyek feltörik és lesodorják a felületi szennyeződéseket. Ha szükséges az alakítószerszámokat, befogó- és rögzítőeszközöket, valamint a forgó- és forgatóberendezéseket is meg kell tisztítani a használat előtt.
Munkdarab vágás és darabolás hegesztés előtt

Fémes szerkezeti anyagok szétválasztására a mechanikus darabolás, vagy a termikus vágás alkalmazható. A darabolás végezhető hideg vagy meleg eljárással, valamint kézi vagy gépi úton. Kisebb, vékonyabb, lágyabb munkadarabok (pl. réz, alumínium) kevésbé pontos, főként egyenes vágásához kézi lemezvágó olló is használható. Vastagabb anyagok darabolásához karos olló, tárcsás daraboló, szalagfűrész, gépi lemezolló, stb. javasolt. A gépi darabolás mindig termelékenyebb, hatékonyabb és potnosabb a kézi darabolással szemben. Gépi megmunkálások esetén az elvárható pontosság ±0,02 mm. Egy jó minőségű fém szalagfűrész használatával gyorsan és precízen tudunk dolgozni, melyek ma már könnyedén beszerezhetőek. A fémdarabolás szalagfűrész segítségével valójában a forgácsolás egyik speciális esete, melyről bővebben írtunk már korábbi cikkeinkben is.

A vágás olyan anyagszétválasztó technológia, amellyel meghatározott pontosságú, alakhűségű és felületi minőségű félkész, vagy késztermék állítható elő. Minden olyan vágó eljárás termikos, amelynek alkalmazásakor az anyagot jelentős hőhatás éri. Ezek három fő csoportja az égetővágás, ömlesztővágás és a gőzölögtető vágás. A termikus vágás végezhető lánggal, ívvel, plazmával vagy lézersuárral. Ötvözetlen, illetve kismértékben ötvözött acélok szétválasztására, leélezésére a lángvágás, míg az ötvözött acélokhoz és nemvasfémekhez a plazmavágás, valamint a lézervágás alkalmazható.

A munkadarab éleinek kialakítása, leélezése, gyökölés
A hegesztés egyik legfontosabb előkészületi fázisa. A hegesztési él, vagy élfelület a munkadarabnak a hegeszés helyéül kijelölt és a tervezett varratnak megfelelően kialakított éle, felülete. Ezeket az éleket mechanikus eljárással (esztergálás, marás, gyalulás, stb.) és termikus eljárással (láng, plazma) lehet kialakítani. Itt is fontos tényező a pontosság és a felületi minőség.
A munkadarab befogása és illesztése hegesztés előtt
A munkadarab befogása, illesztése és fűzése fontos tevékenység a hegesztés megkezdése előtt. A hegesztési feladatot az adott lehetőségekhez mérten a legkedvezőbb helyzetben kell végezni. A hegesztési varrat helyzetét a térben elfoglalt helyzete és a hegesztés iránya határozza meg. A hegesztési alaphelyzet nemzetközi jelölése P betű (Position-pozíció-helyzet) és azt követő A….G betű, csövek körvarratainál H (felfelé), vagy J (lefelé) betű és a cső hajlásszöge (pl. H-L045 = 45° -os dőlésszögű cső). Az alábbi ábrán láthatók és értelmezhetők az egyes hegesztési helyzetek.
A PB (haránt-vízszintes) és PD (haránt fej feletti) helyzeteket csak sarokvarratoknál, a PC (haránt) és PE (fej feletti) helyzeteket pedig csak tompavarratoknál értelmezzük. A betűvel képzett alaphelyzetek jelölése kiegészíthető a dőlési és elfordulási szög 3-3 számjegyes kódjával (pl. PB 130-045 haránt-vízszintes helyzet 130°-os dőlési és 45°-os elfordulási szöggel). A munkadarab hegesztési helyzetbe hozását, a helyzet megtartását, vagy a darabok feladatnak megfelelő mozgatását (forgatását) hegesztő készülékek végezhetik.
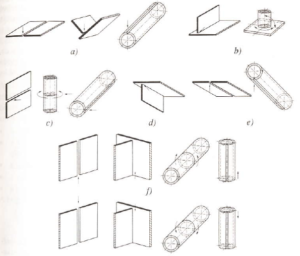
A hegesztés megkezdése előtt a megfelelően leélezett munkadarabokat egymáshoz kell illeszteni. Az illesztés a munkadarabok összetartozó éleinek, vagy élfelületeinke hegesztéshez való beállítása, ideiglenes rögzítése. Az illesztés lehet vonal, vagy felület menti. Az illesztési felület az illesztett munkadarabok találkozási felülete. Merőlegesen leélezett homlokfelületek egyesíthetők illesztési hézag (rés) nélkül vagy hézaggal, egy oldalról vagy két oldalról, kézi vagy részben gépesített hegesztő eljárással. Illesztéskor ügyelni kell arra, hogy az illesztési hézag a kötés teljes hossza mentén állandó legyen. Miután azonban a munkadarab a hegesztéső hő hatására tágul, illetve hűtéskor zsugorodik, az illesztési hézag mérete is változhat. Ezért célszerű az összehegesztendő elemeket készülékbe befogni, összefűzni.
(Cikkünk alapjául szolgált Dr. Kovács Mihály, Hegesztés című könyve, melyet szívből ajánluk mindenkinek, aki szeretné megérteni a hegesztés folyamatát, szeretne megismerkedni a különböző hegesztési módok elméleti hátterével és szeretne méllyebb tudásra szert tenni a hegesztő szakma területén)