

A hajlítás célja
A termelési gyakorlatban sokszor szükség van arra, hogy idomanyagokat, lemezeket, csöveket megfelelő szögben vagy ívben meghajlítsunk. A hajlítás célja, hogy a képlékeny anyagú munkadarabot forgácsolás nélkül úgy alakítsuk (hajlítsuk), hogy az a műszaki rajz által megadott követelményeknek megfeleljen.
A hajlítás elmélete
A hajlítás a nyújtásnak és a zömítésnek olyan összetett művelete, amelynél az anyag külső rétege a hajlítás irányában megnyúlik, belső rétege pedig megrövidül, zömítődik.
A középső, ún. semleges réteg, amely a keresztmetszet súlypontján halad át megtartja eredeti hosszúságát. Jól szemléltethető ez a folyamat, ha a hajlítandó test felületeire hossz- és keresztirányban vonalakat rajzolunk. Hajlítás után a vízszintes vonalak a hajlítás alakját követik, a külső vonalak megnyúlnak, a belsők pedig megrövidülnek. A függőleges vonalak sugárirányban helyezkednek el.
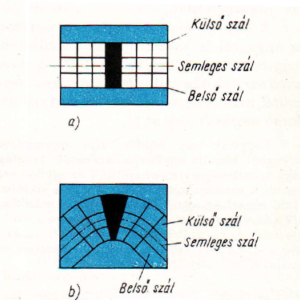
A gyakorlati vizsgálatok azt mutatják, hogy a semleges szál akkor vonul végig a munkadarab közepén, ha a görbületi sugár nagyobb, mint az anyagvastagság ötszöröse vagy egyenlő vele. A legtöbb hajlításnál a semleges szál sugara közelebb van a belső görbülethez, kb. az anyagvastagság egyharmadában fekszik.
A hosszúságváltozások folytán az anyagban belső erők keletkeznek, mégpedig a belső oldalon nyomó-, a külső oldalon húzófeszültségek. Hajlítás közben ezeket a belső erőket le kell győzni. Az erők a széleken a legnagyobbak, befelé haladva csökkennek és a semleges szálhoz érve teljesen eltűnnek (ábra). A semleges szál az az elméleti határvonal, ahol sem húzó-, sem nyomófeszültség nem keletkezik, hajlítás után is megtartja az eredeti hosszát, ezért a hajlítás előtti hosszúság (kiterített méret) számításának alapja.
A hajlításhoz szükséges erő és keresztmetszeti területétől függ, hanem ennek alakjától is. Minél messzebb vannak a keresztmetszet szélei a semleges száltól, annál nagyobb erő szükséges a munkadarab meghajlításához.
Hajlítás fajtái
Megkülönböztetünk hidegen és melegen való hajlítást. Hajlításkor az anyagot alkotó kristályok a külső erők hatására egymáson elcsúsznak. Az anyagrészecskéket a húzóerő megnyújtja, a nyomóerő viszont zömíti. Ez azonban csak képlékeny anyagoknál lehetséges, amelyeknek részecskéi a kristályfelületek mentén elcsúsztathatók anélkül, hogy egymás közötti összefüggésüket elveszítenék.
A hajlításkor keletkező húzó- és nyomófeszültségek az anyag keresztmetszetét megváltoztatják. Tömör keresztmetszet esetén a keresztmetszet alakja megváltozik. A hajlítás keresztmetszetének alakváltozása függ:
- a hajlítási sugártól (minél kisebb a hajlítási sugár, annál nagyobb az alakváltozás)
- a hajlítási szögtől (minél kisebb a hajlítási szög, annál nagyobb az alakváltozás)
- a munkadarab vastagságától (minél nagyobb a munkadarab vastagsága, annál nagyobb az alakváltozás)
Minél nagyobb az anyag alakváltozása, annál nagyobb változás megy végbe a szemcseszerkezetben.
Az ennek következtében fellépő belső feszültségek az anyag szilárdsági tulajdonságait annyira csökkenthetik, hogy az selejté válik. A feszültségek melegen való hajlítással, vagy utólagos hőkezeléssel csökkenthetők.
Hajlításkor figyelembe kell venni az anyag rugalmasságát, mert a hajlítóerő megszűnése után minden anyag kissé visszarugózik. Meghatározott hajlítási szög elérésére tehát kissé túl kell hajlítani a munkadarabot. A túlhajlítás mértékét próbahajlítással állapítjuk meg.
Az anyagnak a hajlítással szemben való ellenállását hajlítás előtt hevítéssel csökkenthetjük. Ezért nagyobb keresztmetszetű anyagok hajlítását melegen végezzük el.
Lemezek hajlítása lemezhajlító berendezéssel
Nagyobb lemezek hajlítása gyorsan és pontosan végezhető a lemezhajlítógépen. A hajlítást a következő módon végezzük: a lemezt az előrajzolásnak megfelelően a hajlítógép alsó és felső befogópofái közé helyezzük. A két pofát csavarorsóval összeszorítjuk. Ezután a hajlítópofa elforgatásával a felső befogópofába helyezett léc körül meghajlítjuk a lemezt. A hajlítás szöge attól függ, hogy a hajlítópofát mennyire forgatjuk el. A felső pofa betétlécei cserélhetők (szegmenses élhajlító esetén a hajlító szegmensek, vagy hajlító bélyegek is cserélhetők), s így az tetszés szerint lekerekített, vagy éles sarkú hajlítások készítésére alkalmas.

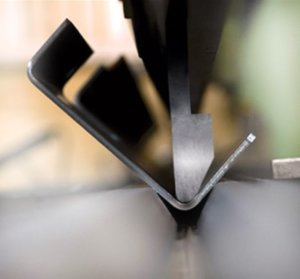
Tömegben gyártott alkatrészek hajlításához nagyon gazdaságos és időhatékony megoldást jelent egy élhajlító gép.
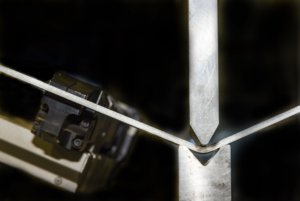
A hajlítószerszám bélyegből és hajlítópárnából áll. A munkadarabot a lefelé haladó bélyeg a hajlítópárnába (matricába) sajtolva hajlítja meg.
Ez a megoldás főként ipari szinten a leggazdaságosabb és leggyorsabb hajlítási módszer. Az egyszerűbb kézi élhajlító berendezéseken túl léteznek hidraulikus élhajlító berendezések, melyek rásegítést képesek biztosítani a kezelő számára hajlításkor, de léteznek akár teljesen automatikus, cnc vezérléssel ellátott élhajlítógépek is.

Egy ilyen cnc élhajlító gép adott esetben több milliós beruházás lehet egy alkatrészgyártó, vagy szerkezetgyártó vállalt számára, azonban néhány éven belül biztosan megtérülő befektetést jelent az e-fajta élhajlító gépek gyorsaságának és termelékenységének köszönhetően.
Bővebb információkért lemezhajlító berendezésekkel kapcsolatban javasoljuk felkeresni a lemezhajlítógép.hu (www.lemezhajlitogep.hu) weboldalt is.
