Következő cikkünket első sorban azok figyelmébe ajánljuk, akik elméleti szinten érdeklődnek és ismerkednek a bevont eIektródás hegesztéssel és annak alapjaival. Írásunk barkácsolóknak készült, akik szeretnének jobban megismerkedni a hegesztéssel. Számukra sokat segíthet megérteni, hogy mi miért történik hegesztés közben.
Mi történik a bevontelektródás hegesztő használatakor?
A bevontelektródás ívhegesztéshez szükséges energiát minden esetben valamilyen áramforrás biztosítja, amely lehet egyenirányító, transzformátor, vagy generátor (inverteres hegesztő, vagy hagyományos hegesztőtrafó). A hegesztés végezhető egyenárammal, vagy váltóárammal.
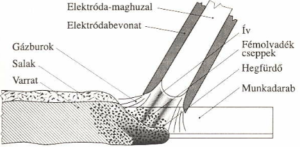
Egyenáramú hegesztéskor az elektróda csatlakozhat az áramforrás negatív pólusához (egyenes polaritás), vagy pozitív pólusához (fordított polaritás). A hegesztőív a bevont elektróda és a munkadarab között ég, megömlesztve ezzel a hegesztendő alapanyagokat közben leolvasztva az elektródát. A bevonatból képződő gázok védőhatása alatt, az elektródáról leváló fémcseppekből áll össze a hegvarrat, miután azok megdermedtek.
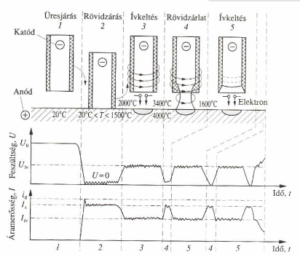
Üresjáráskor a bekapcsolt hegesztő-áramforrás pólusai között üresjárati feszültség mérhető (U). Az ív begyújtása az elektróda és a munkadarab érintkézésekor történik meg. Nagyobb üresjárati feszültség esetén az ívgyújtás könnyebben létrejön. Az ívgyújtás fázisa két, egymástól jól elkülöníthető részre bontható.
Bevontelektródás ívhegesztő elsődleges ívgyújtása
Az elsődleges ívgyújtás a hideg munkadarabon rövidzárás útján végbemenő folyamat. Elsődleges ívgyújtáskor koppintásos módszerrel a munkadarabhoz érintjük, így az elektróda felizzik. Ekkor a feszültség megközelítőleg nullára esik, az áramerősség pedig az állandósult zárlati áram értékét veszi fel. Az elektróda felemelésekor a felizzott elektródából elektronok lépnek ki ionizálják az ívatmoszférát és létrejön az ív, így kialakul a hegfürdő. Az áramerősség és a feszültség felveszi a beállításnak, illetve az ívhossznak megfelelő értéket. Ezt követően megindul a cseppleválás (fémátvitel), amely lehet finomcseppes (rövidzárlatmentes), vagy durvacseppes (rövidzárlatos).
Bevontelektródás hegesztő inverter másodlagos ívgyújtása
A másodlagos ívgyújtás a rövidzárlatos cseppleválást követő, izzó anyagon végzett ívgyújtás, azaz az ívkeltés. Ha az ívgyújtás első szakasza sikeres, akkor az állandósult feszültségértéknél legalább 1,5-szer nagyobb nagyobb feszültség már elegendő az ív másodlagos gyújtásához. Az áramkör egy kis térfogatú, olvadt fémrészen záródik. Az elektróda emelésével ez a fémrész megnyúlik, majd a hőmérséklet növekedés és az erőhatások következtében leszakad és ismét kialakul az ív. A fémcsepp leválását elősegíti az áram által átjárt vezető körül kialakuló mágneses mező is. Ennek hatása, hogy igyekszik az olvadó elektródavéget összeszűkíteni és azt cseppként leválasztani.
Reméljük cikkünk segített méllyebben megérteni és megismerni a bevontelektródás hegesztés alapjait és mindenki a saját hasznára tudja fordítani a lehető legeredményesebben.
(Cikkünk alapjául szolgált Dr. Kovács Mihály, Hegesztés című könyve, melyet szívből ajánluk mindenkinek, aki szeretné megérteni a hegesztés folyamatát, szeretne megismerkedni a különböző hegesztési módok elméleti hátterével és szeretne méllyebb tudásra szert tenni a hegesztő szakma területén)